 Malt whisky is made using 100% malted barley. The malt whisky production process entails the following steps:
Malt whisky is made using 100% malted barley. The malt whisky production process entails the following steps:
- Malting barley
- Mashing and fermentation
- Distillation
- Maturing and bottling
A single malt whisky is a malt whisky produced by a single distillery, i.e. not a blend of several distilleries’ malts. A single malt however does not have to come from a single barrel (which would be a single cask malt whisky) but is commonly a mix of several casks from the distillery, allowing the manufacturers to achieve a higher level of consistency in their product despite small variations between batches and casks.

Distillation is the process of separating the components from within a liquid by taking advantage of their different boiling points. The wash that was produced in the previous step – mashing and fermentation – contains roughly 10% alcohol, a bunch of flavour compounds and a whole lot of water. The aim of distillation is to increase the alcohol content while concentrating the desired aromas and filtering out unwanted compounds. Water boils at 100°C, ethanol at 78.37°C. By keeping the area at the top of the still between these two temperatures, the water will condense and fall back into the pot, whereas the alcohol vapour will be allowed to continue around the head and into the lyne arm. This vapour is then collected and condensed back into liquid. Single malt Scotch whisky is generally distilled twice, although there are of course exceptions. Several distilleries distil their whisky three times, which is more typical for Irish whiskey. Springbank famously distil their product 2.5 times! Grain whisky, the basis for blended whisky, is distilled using a continuous distillation process. We will cover blended whisky fully in a future article. 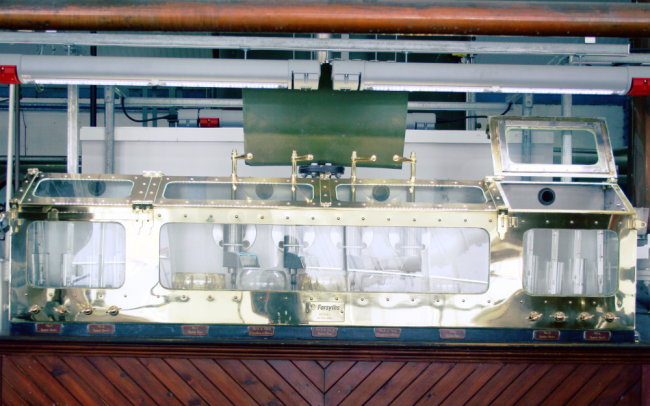
 The stills in which single malt Scotch whisky is produced are, by law, made from copper. They consist of a large pot base with a tall, thin neck (known as a “swan neck”), which ends in an angled turn into a pipe called a lyne arm. This pipe is connected to a condenser which will cool the vapours coming off the still back into liquid form. The liquid coming off the stills then flows through a receiving vessel called a spirit safe. This is a locked glass box where the stillman can check the spirit and decide when to start collecting the liquid that will become whisky. The spirit safe is kept locked by the local excise official to prevent alcohol from being siphoned off before it can be measured for tax purposes. The first still, into which the wash is filled, is called the wash still. When heated, the ethanol, as well as various compounds, will begin to vaporise and rise in the still. Much of the vapour will condense on the sides of the still and fall back into the pot. This reflux ensures that only the lighter, desirable compounds reach the top of the still. The copper in the stills also helps to strip away the heavier compounds, such as sulphur, ensuring a lighter spirit. Once the vapour has made it around the head and into the lyne arm, it reaches the condensors. Here cold water flows along the sides of the pipes to cool the vapour back into liquid form. The liquid, now called low wines passes through the spirit safe and is collected in the low wines receiver. The liquid coming off the still first is higher in alcohol (roughly 45% ABV); as the distillation progresses the alcohol content falls. When the alcohol content of the low wines coming off the still reaches around 1% the distillation is deemed complete. The collected low wines will have be approximately 25% ABV. The second distillation takes place in the spirit still. It is similar to the first, however the resulting liquid is separated into three “cuts”: heads, hearts and tails. The heads, also called foreshots, are the first runnings of the spirit still. They contain all of the lighter compounds that vaporise first, including volatile and aromatic compounds such as ethyl acetate. These are not deemed worthy of collection and are rerouted via the spirit safe back to the low wines receiver. They will be distilled again with the next batch. After approximately 10 – 30 minutes, once the alcohol content has fallen to roughly 75% ABV, the stillman will turn a handle in the spirit safe and begin collecting the hearts. The hearts, also called the middle cut, contain all of the desirable flavours and aroma compounds. This liquid will be collected in the spirit receiver and will later, after maturation, become whisky. For now though it is called new make spirit. The choice of when to begin and stop collecting the hearts has a major impact on the level of compounds in the final spirit. Therefore this decision has a significant effect on the final character and is a major contributor to the differences between whiskies from separate distilleries. Another contributing factor to the differences between distilleries is the shape of the still and the angle of the lyne arm. Shape and height both influence the level of copper contact and reflux. Taller stills with upward reaching lyne arms generally result in lighter whiskies. Collection of the new spirit lasts roughly 3 hours, when the alcohol content falls to roughly 60% ABV, before the tails begin to run off the still. The tails, also called the feints, contain all of the heavier compounds, such as fusel oils, that are not desirable in the spirit. The stillman will again turn the handle on the spirit safe and redirect the tails to the low wines receiver. Again these will be distilled in the next run. The collected new make will now be transferred to casks for maturation. Take a look at the next step in the production process: Maturation and Bottling.
The stills in which single malt Scotch whisky is produced are, by law, made from copper. They consist of a large pot base with a tall, thin neck (known as a “swan neck”), which ends in an angled turn into a pipe called a lyne arm. This pipe is connected to a condenser which will cool the vapours coming off the still back into liquid form. The liquid coming off the stills then flows through a receiving vessel called a spirit safe. This is a locked glass box where the stillman can check the spirit and decide when to start collecting the liquid that will become whisky. The spirit safe is kept locked by the local excise official to prevent alcohol from being siphoned off before it can be measured for tax purposes. The first still, into which the wash is filled, is called the wash still. When heated, the ethanol, as well as various compounds, will begin to vaporise and rise in the still. Much of the vapour will condense on the sides of the still and fall back into the pot. This reflux ensures that only the lighter, desirable compounds reach the top of the still. The copper in the stills also helps to strip away the heavier compounds, such as sulphur, ensuring a lighter spirit. Once the vapour has made it around the head and into the lyne arm, it reaches the condensors. Here cold water flows along the sides of the pipes to cool the vapour back into liquid form. The liquid, now called low wines passes through the spirit safe and is collected in the low wines receiver. The liquid coming off the still first is higher in alcohol (roughly 45% ABV); as the distillation progresses the alcohol content falls. When the alcohol content of the low wines coming off the still reaches around 1% the distillation is deemed complete. The collected low wines will have be approximately 25% ABV. The second distillation takes place in the spirit still. It is similar to the first, however the resulting liquid is separated into three “cuts”: heads, hearts and tails. The heads, also called foreshots, are the first runnings of the spirit still. They contain all of the lighter compounds that vaporise first, including volatile and aromatic compounds such as ethyl acetate. These are not deemed worthy of collection and are rerouted via the spirit safe back to the low wines receiver. They will be distilled again with the next batch. After approximately 10 – 30 minutes, once the alcohol content has fallen to roughly 75% ABV, the stillman will turn a handle in the spirit safe and begin collecting the hearts. The hearts, also called the middle cut, contain all of the desirable flavours and aroma compounds. This liquid will be collected in the spirit receiver and will later, after maturation, become whisky. For now though it is called new make spirit. The choice of when to begin and stop collecting the hearts has a major impact on the level of compounds in the final spirit. Therefore this decision has a significant effect on the final character and is a major contributor to the differences between whiskies from separate distilleries. Another contributing factor to the differences between distilleries is the shape of the still and the angle of the lyne arm. Shape and height both influence the level of copper contact and reflux. Taller stills with upward reaching lyne arms generally result in lighter whiskies. Collection of the new spirit lasts roughly 3 hours, when the alcohol content falls to roughly 60% ABV, before the tails begin to run off the still. The tails, also called the feints, contain all of the heavier compounds, such as fusel oils, that are not desirable in the spirit. The stillman will again turn the handle on the spirit safe and redirect the tails to the low wines receiver. Again these will be distilled in the next run. The collected new make will now be transferred to casks for maturation. Take a look at the next step in the production process: Maturation and Bottling.
The stills in which single malt Scotch whisky is produced are, by law, made from copper. They consist of a large pot base with a tall, thin neck (known as a “swan neck”), which ends in an angled turn into a pipe called a lyne arm. This pipe is connected to a condenser which will cool the vapours coming off the still back into liquid form. The liquid coming off the stills then flows through a receiving vessel called a spirit safe. This is a locked glass box where the stillman can check the spirit and decide when to start collecting the liquid that will become whisky. The spirit safe is kept locked by the local excise official to prevent alcohol from being siphoned off before it can be measured for tax purposes. The first still, into which the wash is filled, is called the wash still. When heated, the ethanol, as well as various compounds, will begin to vaporise and rise in the still. Much of the vapour will condense on the sides of the still and fall back into the pot. This reflux ensures that only the lighter, desirable compounds reach the top of the still. The copper in the stills also helps to strip away the heavier compounds, such as sulphur, ensuring a lighter spirit. Once the vapour has made it around the head and into the lyne arm, it reaches the condensors. Here cold water flows along the sides of the pipes to cool the vapour back into liquid form. The liquid, now called low wines passes through the spirit safe and is collected in the low wines receiver. The liquid coming off the still first is higher in alcohol (roughly 45% ABV); as the distillation progresses the alcohol content falls. When the alcohol content of the low wines coming off the still reaches around 1% the distillation is deemed complete. The collected low wines will have be approximately 25% ABV. The second distillation takes place in the spirit still. It is similar to the first, however the resulting liquid is separated into three “cuts”: heads, hearts and tails. The heads, also called foreshots, are the first runnings of the spirit still. They contain all of the lighter compounds that vaporise first, including volatile and aromatic compounds such as ethyl acetate. These are not deemed worthy of collection and are rerouted via the spirit safe back to the low wines receiver. They will be distilled again with the next batch. After approximately 10 – 30 minutes, once the alcohol content has fallen to roughly 75% ABV, the stillman will turn a handle in the spirit safe and begin collecting the hearts. The hearts, also called the middle cut, contain all of the desirable flavours and aroma compounds. This liquid will be collected in the spirit receiver and will later, after maturation, become whisky. For now though it is called new make spirit. The choice of when to begin and stop collecting the hearts has a major impact on the level of compounds in the final spirit. Therefore this decision has a significant effect on the final character and is a major contributor to the differences between whiskies from separate distilleries. Another contributing factor to the differences between distilleries is the shape of the still and the angle of the lyne arm. Shape and height both influence the level of copper contact and reflux. Taller stills with upward reaching lyne arms generally result in lighter whiskies. Collection of the new spirit lasts roughly 3 hours, when the alcohol content falls to roughly 60% ABV, before the tails begin to run off the still. The tails, also called the feints, contain all of the heavier compounds, such as fusel oils, that are not desirable in the spirit. The stillman will again turn the handle on the spirit safe and redirect the tails to the low wines receiver. Again these will be distilled in the next run. The collected new make will now be transferred to casks for maturation. Take a look at the next step in the production process: Maturation and Bottling.

As mentioned in our previous article, "What is whisky made from?“, whisky is made from grains. Malt whisky more specifically is made from barley. The yeast added during the fermentation stage however are unable to use the starch present in the barley to produce alcohol. The starch must therefore first be converted into fermentable sugars. This is achieved through a process known as malting. If left out in the field, this conversion of starch to sugar would occur naturally. Cytase and protease enzymes within the grains would begin to degrade the cell walls, making starch available for α-amylase and β-amylase enzymes to turn into sugar. It is this sugar that the barley embryo would then normally use as fuel to grow. Malting takes advantage of this natural process by tricking the barley into thinking it is time to grow. This sets off the chain of events to convert the starches into sugars which is then abruptly stopped before the embryo can consume them, after all, we need them to make alcohol. The malting process consists of three stages: Steeping, germination, and kilning. The first stage in the malting process sees the grains steeped in water. The purpose of this is to increase the moisture content of the grain from 12% to around 45%. The grains are soaked in water for a period of several hours, during which time air is blown through the grains to ensure enough oxygen is present for the developing embryos. Once hydrated the enzymes begin to degrade the cell walls making the starch available and germination can begin. The water is then drained and the wet barley is allowed to rest in air, helping to control the heat and carbon dioxide levels produced during germination. This process is repeated 2 to 3 times over a period of 2 to 3 days in order to ensure all the grains are evenly hydrated and germinating. Once germination has started, the damp barley – now called green malt - is transferred to a germination vessel to allow further enzyme development. This was traditionally a malting floor where the grain would need to be turned by hand using a shovel – this led to an injury in many maltsters known as monkey shoulder. These days most malting is done in modern, industrial malting towers. However, some distilleries (Laphroaig for example) still produce a fraction of their own malt in the traditional manner and seeing this being done is a real highlight on their distillery tours. Throughout this stage the green malt has to be turned frequently to ensure an even distribution of temperature and moisture and to prevent the grains from sticking together. Modern facilities have perforated floors where air can be blown through the grain bed to control temperature and moisture. Most also incorporate some kind of mechanical turning arm to mix the grain bed and keep it loose. The germination stage lasts approximately 5 days, depending on the required malt specifications. 
 As mentioned above, the germination process has to be stopped before the embryo consumes the sugars. This is done in the kiln – the chimney of which is the large pagoda roof featured on the majority of distilleries – by blowing hot air through the grains. It is at this stage that many whiskies pick up their smoky character. Prior to drying with air the green malt is introduced to smoke by lighting a peat fire below the kiln. Back in the day many distilleries would not have had access to other heating materials such as coal or wood and will have used what natural resources were available for drying the malt. In the case of many areas in Scotland, especially Islay, peat was an abundant material. Even after the introduction of better heating sources the practice continued due to the distinctive character it lends to the whisky. By adjusting the level of air flow and temperature, malts of different flavours and colours can be produced. The moisture content of the dried malt is roughly 3 – 6%. The malt is then put through a deculmer machine to remove the tiny rootlets that emerged during germination before being stored ready for the next step in production: Mashing and Fermentation. Take a look at the next step in the production process: Mashing and Fermentation
As mentioned above, the germination process has to be stopped before the embryo consumes the sugars. This is done in the kiln – the chimney of which is the large pagoda roof featured on the majority of distilleries – by blowing hot air through the grains. It is at this stage that many whiskies pick up their smoky character. Prior to drying with air the green malt is introduced to smoke by lighting a peat fire below the kiln. Back in the day many distilleries would not have had access to other heating materials such as coal or wood and will have used what natural resources were available for drying the malt. In the case of many areas in Scotland, especially Islay, peat was an abundant material. Even after the introduction of better heating sources the practice continued due to the distinctive character it lends to the whisky. By adjusting the level of air flow and temperature, malts of different flavours and colours can be produced. The moisture content of the dried malt is roughly 3 – 6%. The malt is then put through a deculmer machine to remove the tiny rootlets that emerged during germination before being stored ready for the next step in production: Mashing and Fermentation. Take a look at the next step in the production process: Mashing and Fermentation
As mentioned above, the germination process has to be stopped before the embryo consumes the sugars. This is done in the kiln – the chimney of which is the large pagoda roof featured on the majority of distilleries – by blowing hot air through the grains. It is at this stage that many whiskies pick up their smoky character. Prior to drying with air the green malt is introduced to smoke by lighting a peat fire below the kiln. Back in the day many distilleries would not have had access to other heating materials such as coal or wood and will have used what natural resources were available for drying the malt. In the case of many areas in Scotland, especially Islay, peat was an abundant material. Even after the introduction of better heating sources the practice continued due to the distinctive character it lends to the whisky. By adjusting the level of air flow and temperature, malts of different flavours and colours can be produced. The moisture content of the dried malt is roughly 3 – 6%. The malt is then put through a deculmer machine to remove the tiny rootlets that emerged during germination before being stored ready for the next step in production: Mashing and Fermentation. Take a look at the next step in the production process: Mashing and Fermentation

After distillation the spirit is not yet whisky. It must first be matured in oak casks for at least 3 years before bottling. Whisky was originally consumed straight after distillation, without the mandatory wood maturation. Nobody knows for sure how this practice of oak maturation began. It has been suggested that because whisky was traditionally a seasonal product, it would be stored in containers for consumption throughout the year. What these early whisky drinkers will have noticed is that after some time in contact with wood the spirit became much mellower. This is attributable to the reaction of the spirit with the wood and is one of the major contributing factors to today’s mandatory maturation period. Compounds within the wood, such as lactone, eugenol, and vanillin (responsible for the typical vanilla flavours), are pulled into the maturing spirit, contributing a variety of flavours and aromas. Additionally, the sharp aromas within the new make spirit are lost over time, resulting in a smoother whisky. It is not only flavour that the wood contributes. The new make spirit, as it comes off the stills, is almost completely clear in colour. Whisky’s typical, golden colour is a direct result of the tannins from the wooden casks. What the cask was previously filled with can also have a large impact on the final product. Due to laws governing its production, new barrels must be used for aging bourbon whiskey. This leaves an abundance of barrels that can’t be reused for bourbon maturation. Since there is no such law demanding Scotch whisky be matured in new barrels, many of the bourbon casks end up in Scotland. These casks then lend flavours of vanilla and caramel to the maturing Scotch whisky, typical characteristics of bourbon whiskey. Ex-sherry butts are also a popular choice, although the decline in the sherry industry over the past years makes them rarer and therefore more expensive. Sherry casks generally lend sweet, fruity flavours to the whisky. Temperature changes in the warehouse cause the pores in the wood to expand and contract, allowing the spirit to flow in and out of the staves. This leads to the extraction of flavour compounds as mentioned above. Additionally, many of the casks are charred on the inside, providing a layer of carbon that acts as a filter, cleansing the spirit of unwanted compounds. As oak is porous, the whisky is also able to breath. Over time, some of the alcohol will evaporate from the cask, known as the angels’ share, leading to a change in flavours as the concentrations of alcohol, water and other compounds changes. Once the spirit has spent at least three years maturing, it is legally allowed to be called whisky and can be bottled. The flavour development doesn’t stop after only 3 years however, and the majority of whiskies will be matured for much longer, with periods of 10 or 20 years not being uncommon. As mentioned at the beginning of this series about whisky production (“What is Whisky Made From?”), a single malt does not have to come from a single barrel. The bottled whisky is commonly a mix of several casks from the distillery, allowing the manufacturers to achieve a higher level of consistency in their product despite small variations between batches and casks. It is the role of the blender to design these recipes and manage the inventories in such a way to ensure brand consistency in the future. Of course, distilleries also release single cask expressions, which as the name suggests do come from a single cask and therefore do not require blending. Prior to filtration it is also common that the whisky is reduced in strength. Depending on how long the whisky has been maturing, the strength could be anywhere between 40% and 70%, as a result the whisky is mixed with water to bring it down to a reasonable drinking strength, a minimum of 40% but commonly also 43% or 46%. Of course, it is also possible to purchase cask strength whiskies, which are not diluted at all. Additionally, it is common for the producer to add caramel colouring prior to filtration in order to ensure that the colour is consistent over multiple batches. After filtration the whisky is stored in a whisky vat ready for bottling. Due to the difference in size between individual distilleries, there is no one size fits all approach when it comes to bottling. In the industry everything is observable from hand-filling of bottles, through semi-automatic bottling lines where the bottles are hand fed onto the line at one end and retrieved at the other, all the way to fully-automatic systems where even this step is processed by machines. It is important to note that whisky maturation is dependent on the wooden casks. Once the whisky has been bottled, maturation no longer occurs and the whisky will not improve in flavour over time (in fact, once opened oxidation can quickly degrade the quality of the whisky). That is to say that a 20 year old single malt kept on a shelf for 10 years (unopened or otherwise) is not a 30 year old whisky but a 20 year old whisky that has been kept on a shelf for 10 years.